详细资料
◆ 产品说明:
| 产品规格 | 齐全 | 产品数量 | 9999 | 包装说明 | 捆装 | 价格说明 |
◆ 详情:

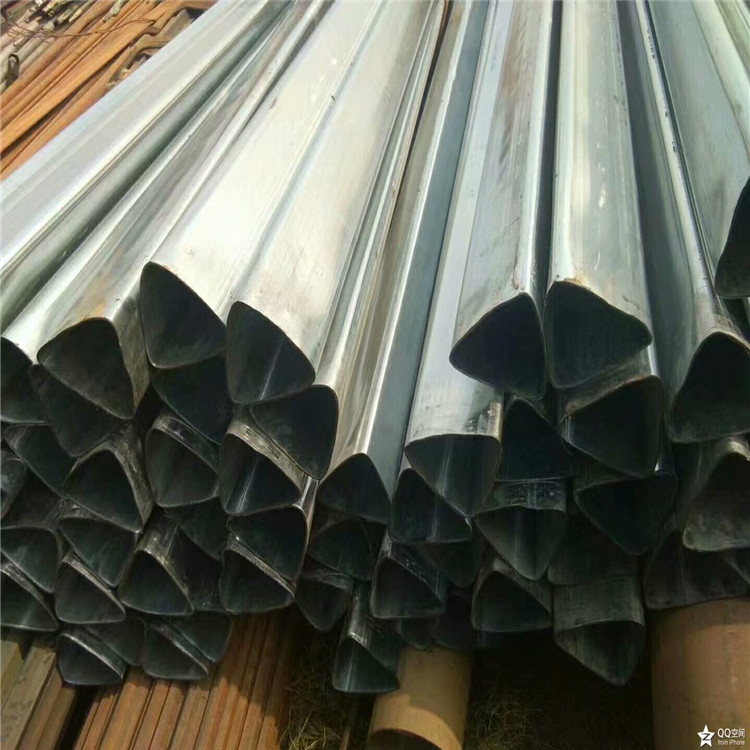
昌都80*80镀锌扇形管厂家 道路灯杆监信号控杆80*80镀锌扇形管
异型钢管是除了圆管外的其他截面形状的无缝钢管的总称。按钢管截面形状尺寸的不同可分为等壁厚异型钢管(代号为D)、不等壁厚异型钢管(代号为BD)、变直径异型钢管(代号为BJ)。为经济断面钢管,包括横断面轮廓非圆形的、等壁厚的、变壁厚的、沿长度方向变直径和变壁厚的、断面对称和不对称的等。如方形、矩形、锥形、梯形、螺旋形等。异型钢管更能适应使用条件的特殊性,节约金属和提高零部件的劳动生产率。其广泛应用于、汽车、造船、矿山机械、农业机械、建筑、轻纺以及锅炉等方面.
异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。
异型无缝钢管是除了圆管以外的其他截面形状的无缝钢管的总称。按钢管截面形状尺寸的不同又可分为等壁厚异型无缝钢管(代号为D)、不等壁厚异型无缝钢管(代号为BD)、变直径异型无缝钢管(代号为BJ)。
异型无缝钢管广泛用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。
异型管的发展主要是产品品种的发展,包括断面形状、材质和性能。挤压法、斜模轧法和冷拔法是生产异型管的有效方法,它适用于生产各种断面和材质的异型管材。为了能生产品种繁多的异型管,还必须拥有多种生产手段。20世纪90年代,我国在原来只有冷拔的基础上,又发出辊拔、挤压、液压、旋轧、旋压、连轧、回转锻造和无模拔等几十种生产方法,并在不断地和创造新的设备与工艺。
异型钢管在应用和维护保养的工作中中也是必须清洗的,清洗异型钢管能够促使异型钢管较为整洁和环境卫生,在应用的方式中充分发挥着较为关键的主要用途。异型钢管是在温度较为低的自然环境下展制而成,拥有较为关键的特性和优点,异型钢管的清洗是要展技术专业的技术性和润滑液展清洗的。实际的方式和应用润滑液的种类是什么呢?
异型钢管在什么时候清洗比较好?
清洗异型钢管常见的润滑液是:肥皂液或是食用油实际的方法和方式是那样的:
异型钢管在清洗前务必完全除去管端毛边,随后用一个硬管喷头,发送2颗洁净丸轮破展清洗。如管中有液压油或植物油脂类空气污染物,应取用硬管丸轮破,能更合理的除去这类空气污染物。如管中有生锈、焊瘤等,应取用磨擦丸轮破,先去除这种空气污染物。磨擦丸轮破能够不断数次应用,直到确定这种空气污染物被除去。无论是应用硬管除去原料油空气污染物,或是应用磨擦除去生锈或焊瘤,都务必用洁净丸轮破作 清洗,以保证 管道的理想化洁净度。如要清洗异型钢管总程,提议在拼装总程前先清洗异型钢管。拼装为总程后,只有用洁净丸轮破清洗,而且务必留意异型钢管与连接头相接处,不可以有阶梯。清洗异型钢管还可以采用塑料软管喷头,但发送丸轮破时需从二端各自展,保证 被喷头挡住一部分的清洗。异型钢管管端倒1×45。的角,能够大大的增加塑料软管喷头的使用期限。
异型钢管在各种各样的工作压力和各种各样的温度下全是在应用的,许多 的场所和各种各样的应用方法中充分发挥着极大的功效的,变成了异型钢管关键的生产和应用的目标,在未来得话异型钢管会显现出来更为关键地功效!
异型钢管六种表面缺陷及预防措施:
1.折叠、异型钢管沿轧制方向局部长或连续近似裂纹的缺陷一般是线型的。这是由于半成品耳、轧制后严重划伤或轧制后,当边部和角部不能扩展时不能扩展的。
预防措施:合理控制半成品尺寸,在生产过程中应检查辊缝两侧是否有耳及过辊现象,并注意观察轧制件的运行状况。
2.疤痕:异型管的表面是舌状或指甲状疤痕,大小不均匀,厚度不均匀,形状不规则,疤痕下通常有氧化铁,隆起的疤痕也称为翘曲皮肤。造成这种情况的原因如下:钢坯有疤痕、厚皮、夹杂物等缺陷;半成品有局部凸起;孔型切割或砂眼;孔印或焊接疤痕差;轧制件在孔道中打滑;外部金属轧制到轧件表面;半成品被外部物品划伤等等。
防止措施:不合格的钢坯不得进入炉内;孔型采用划痕或焊接伤痕时,雕刻和焊接标志的形状和高度应光滑光滑;加强轧辊质量检查;合理的孔型设计;严禁低温黑头钢轧制;经常检查孔型磨损,及时倒置孔型,异型钢管运输设备及运行场所应整洁光滑。
3.坑.表面有局部周期性或不规则凹面缺陷,原因是轧制孔型有凸起或者附着在氧化铁皮上,异型钢管表面脱落,无根部疤痕,轧制脱落后用孔型代替异形金属制品。
预防措施:孔道冷却水清洁,水量充足,异型管坯质量合格,生产环境无杂物。
4.裂缝:钢坯或异型钢管表面有不同的深度和散乱的细纹,通常沿轧制方向排到不均匀,这是由于轧制后产生的皮下气泡,表面孔隙,非金属夹杂物,加热温度不均匀,钢材温度低或冷却不当造成的,
预防措施:炼钢要好钢水的冶炼和唾弃,降低出钢温度,采用保护浇注避免二次氧化,轧钢应合理控制炉温和冷却温度。
5.耳子:局部连续突出状态是由于辊缝两侧或轧制方向一侧过充造成的,形成的原因是:成品前孔轧制件较大;进口导轨偏松,轧制件不正确;轧辊轴向运动;加热不均匀或温度过低;成品孔型磨损产生台阶凸出。
预防措施:合理控制加热炉温度和半成品尺寸,严格调整导向装置,提高异性轧管机预压精度;正好定量倒孔型。
6.刮痕:异型钢管表面有局部或断续的槽痕,通常呈直线或弧形。原因:进口和出口导轨不当或轧制设备刮擦;轧制件产生不利凹槽。 预防措施:正确、、使用进出口指导设施;滚动设备和操作场所应整洁流畅。
昌都折边机曾经用于生产大尺寸形状简单的不锈钢薄板制品,但是这些产品目前更多是用冷弯冲床生产的。筒体成型通常采用弯板方法来生产各种用途的用薄板的筒体或筒体段。传统的卷板机有一对可调辊,可根据钢板厚度进行调整,第三个辊,即弯曲辊,控制成型筒体的直径。还有一种这种机器的变型,采用的也是三个辊,辊的配置是宝塔形。底辊为传动辊,顶辊是通过顶辊和工件间所产生的摩擦进行旋转的。底辊直径常为顶辊直径的一半。采用上述两种设备所生产的筒体的直径为顶辊直径加5mm,所生产的筒体直径取决于来料的尺寸、机器及成型件的刚性,在特殊情况下还需要用外部支架来对筒体进行支撑。
产品图片






相关产品
以下信息由企业自行提供,该企业负责信息内容的真实性、准确性和合法性。建材网对此不承担任何保证责任。